Guia de manutenção e reparo diário de máquinas de fabricação de tijolos e gerenciamento de peças vulneráveis.
Jul 09, 2026
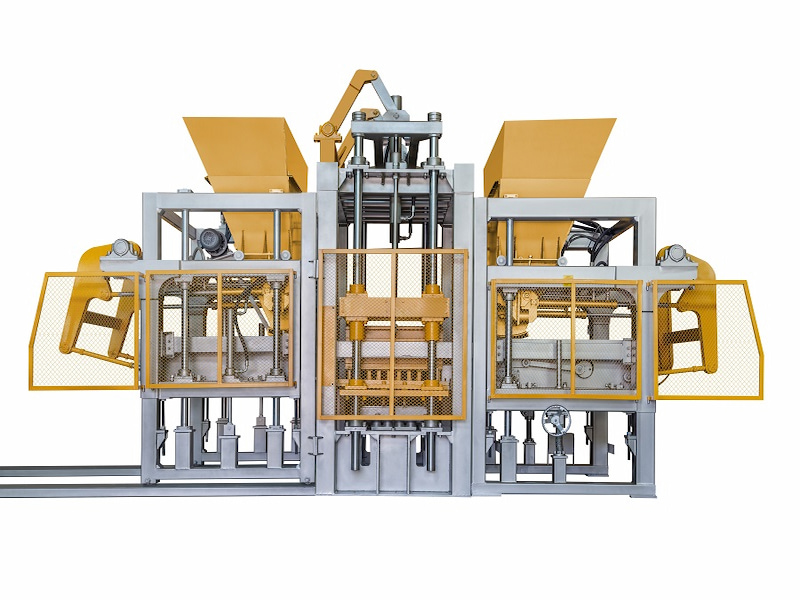
Como núcleo Equipamentos de uma linha de produção de tijolosO estado operacional das máquinas de fabricação de tijolos afeta diretamente a qualidade do produto, a eficiência da produção e os lucros da empresa. Na produção real, as falhas dos equipamentos frequentemente ocorrem de forma inesperada, enquanto muitos problemas são prenunciados. Este artigo, combinando os tipos de falhas mais comuns e a experiência diária de manutenção, compila um plano prático de reparo e gerenciamento de peças para operadores e gerentes no local.I. Tipos comuns de falhas e métodos simples de resolução de problemas1. Falha do sensorOs sensores são os "olhos" do sistema de controle automático da máquina de fabricação de tijolos. Quando um equipamento apresenta mau funcionamento ou uma estação de trabalho para de responder, a primeira coisa a verificar é se o sensor está funcionando corretamente. O método de solução de problemas é muito simples: verifique a interface homem-máquina da caixa de controle, acesse a tela de monitoramento de entrada/saída e observe se o sinal do sensor correspondente está normal. Se o sinal do sensor estiver anormal, verifique se a fiação está solta, se a cabeça do sensor está obstruída por objetos estranhos ou se está danificada. Isso geralmente permite localizar o problema rapidamente.2. Desvio dos parâmetros do produto e umidade não controlada do material baseEste é um dos problemas mais comuns na produção. Quando os blocos de tijolo apresentam desvios dimensionais, resistência insuficiente ou defeitos de aparência, muitas vezes não se trata de um problema com o próprio equipamento, mas sim de uma alteração nos parâmetros da fórmula ou no teor de umidade da matéria-prima. Nesses casos, recomenda-se gravar imediatamente um vídeo nítido do processo de fabricação dos tijolos e enviá-lo ao fabricante do equipamento. Técnicos especializados podem observar remotamente a condição dos tijolos para determinar se o problema reside na proporção dos ingredientes ou na variação dos parâmetros do equipamento e, em seguida, fazer os ajustes necessários. Na maioria dos casos, a orientação remota do fabricante pode resolver o problema, eliminando a necessidade de reparos no local e reduzindo significativamente o tempo de inatividade.3. Anomalias do Sistema HidráulicoO sistema hidráulico é a principal fonte de energia da máquina de fabricação de tijolos. Quando o equipamento apresentar pressão insuficiente, funcionamento lento ou vazamentos de óleo, verifique primeiro se o nível do óleo hidráulico está normal, se a temperatura do óleo está muito alta e se o sistema de refrigeração está funcionando. Antes de ligar a máquina todos os dias, ligue o manômetro para confirmar se a pressão de trabalho está dentro do valor definido. Se o óleo hidráulico estiver deteriorado ou o nível estiver baixo, complete ou substitua-o imediatamente por óleo hidráulico do mesmo tipo. Nunca misture marcas ou especificações diferentes de óleo. II. Sistema de Manutenção Diária Estabelecer um sistema de manutenção regular é a maneira mais eficaz de prolongar a vida útil dos equipamentos e evitar avarias repentinas.Itens Essenciais da Semana – Lubrificação e ManutençãoA bucha guia é uma peça de encaixe preciso que controla o movimento de subida e descida da máquina de fabricação de tijolos. Lubrifique-a pelo menos uma vez por semana para garantir um movimento suave e reduzir o desgaste. Verifique também a limpeza e a lubrificação de todas as peças móveis, incluindo rolamentos, colunas guia e cremalheiras.A cada 2-3 meses – Troca de óleo da caixa de vibraçãoA caixa de vibração é o coração da máquina de fabricação de tijolos, e a qualidade do seu óleo lubrificante afeta diretamente a eficiência da vibração e a vida útil do equipamento. Em circunstâncias normais, o óleo lubrificante da caixa de vibração deve ser completamente trocado a cada 2 ou 3 meses. O óleo lubrificante é consumido normalmente durante o uso diário e deve ser reposto prontamente; o nível de óleo deve ser mantido entre 30 e 40 mm. Além disso, verifique se o sentido de rotação do motor hidráulico está correto, confirmando-o de acordo com as marcações do equipamento. O sentido incorreto pode causar sérios danos ao sistema de vibração.Inspeção de correias e parafusosAs correias de transmissão de toda a máquina devem ser inspecionadas com frequência. Ajuste-as ou substitua-as imediatamente se forem detectados desgaste, deslizamento ou afrouxamento para evitar falhas na transmissão de potência devido a mau funcionamento da correia. Além disso, verifique o aperto de todos os parafusos antes de cada partida, especialmente os parafusos de conexão de peças sujeitas a vibrações de alta frequência, como a caixa de vibração e o cabeçote de pressão; parafusos soltos podem causar uma reação em cadeia de danos. III. Precauções para a Operação da MáquinaA operação padronizada é a primeira linha de defesa contra falhas. Os seguintes pontos são essenciais para a operação diária:1. Antes de ligar a máquina, verifique se a alimentação elétrica está normal, se todos os parafusos estão apertados e se todos os pontos de lubrificação estão lubrificados.2. Verifique o nível do óleo hidráulico, a temperatura do óleo e o funcionamento do sistema de arrefecimento.3. No início do trabalho, ligue o manômetro para verificar se a pressão de trabalho está dentro do padrão.4. Verifique se o nível de óleo do vibrador está entre 30 e 40 mm e confirme se o sentido de rotação do motor hidráulico está de acordo com o sentido indicado.5. Mantenha todas as partes móveis da máquina limpas e lubrificadas, prestando especial atenção aos rolamentos, colunas guia e cremalheiras.6. A correia deve ser verificada frequentemente. Se apresentar desgaste, deslizamento ou folga, deve ser substituída ou ajustada imediatamente.7. Durante a produção, preste atenção ao material aderido à placa de pressão. Se necessário, pare a máquina para limpá-la e evitar que isso afete a qualidade dos blocos de concreto.8. Siga rigorosamente os requisitos de lubrificação do equipamento. Reponha o óleo lubrificante no vibrador imediatamente quando este for consumido.9. Quando o equipamento emperrar, desligue primeiro a bomba de óleo antes de tentar solucionar o problema. Nunca force o funcionamento.10. Após cada dia de trabalho, limpe e seque a máquina, aplique óleo lubrificante e nunca lave o equipamento com água. IV. Diagnóstico de falhas e suporte remotoSistemas modernos de controle de máquinas de fabricação de tijolos Os equipamentos possuem funções automáticas de exibição de falhas. Durante a produção, acesse a tela de exibição de saída. Quando ocorrer uma falha, esta tela exibirá uma caixa de diálogo indicando a localização da falha e os métodos de solução de problemas. Os usuários podem tentar solucionar o problema seguindo as instruções. Se o problema persistir, entre em contato com o fabricante do equipamento para obter suporte técnico remoto. Nunca force a inicialização da máquina quando a falha não estiver clara, pois isso pode fazer com que um pequeno problema se transforme em uma falha grave. V. Lista de peças consumíveis e recomendações de armazenamentoAs máquinas de fabricação de tijolos possuem muitos tipos de peças consumíveis. Manter um estoque razoável de peças de reposição com antecedência pode reduzir o tempo de inatividade de "vários dias" para "várias horas" em caso de falha. A seguir, um resumo das principais peças consumíveis para cada sistema:Unidade principal: Parafuso de cabeça de pressão, molde de mola 20, parafuso do gabinete do molde.Componentes de vibração: almofadas de borracha, retentores de óleo com nervuras.Componentes do carrinho de materiais: eixo do carrinho de materiais, braço oscilante, garfo de mistura, pino de mistura, rolamentos do carrinho de materiais, escova de arame.Componentes da estação hidráulica: válvula proporcional simples, válvula direcional, retentores de óleo do cilindro.Componentes de controle elétrico: pequenos relés, sensores, sensores fotoelétricos, botões iluminados, interruptores de parada de emergência.Recomendações para peças de reposição: Mantenha 2 a 3 conjuntos de componentes de controle elétrico, como sensores, sensores fotoelétricos, pequenos relés e interruptores de parada de emergência, prontamente disponíveis, pois sua taxa de falha é alta e danos tornam o equipamento inoperável. Recomenda-se manter 2 conjuntos de cada componente de vedação, como retentores de óleo do cilindro, almofadas de borracha e retentores de óleo com nervuras, pois o envelhecimento e os vazamentos afetarão severamente o desempenho do equipamento. Mantenha 2 a 3 conjuntos de cada peça mecânica de desgaste fácil, como parafusos da cabeça de pressão, eixos do carrinho de material e garfos de mistura; estes são baratos, mas exigem substituições frequentes em caso de danos. VI. ConclusãoO Manutenção e gestão de equipamentos de fabricação de tijolos Em última análise, tudo se resume a três coisas: prevenção em primeiro lugar, inspeção oportuna e peças de reposição prontamente disponíveis. Mau funcionamento dos sensores e desvios de parâmetros são frequentemente os primeiros sinais de alarmes do sistema ou anormalidades na qualidade do produto, exigindo que os operadores possuam habilidades básicas de julgamento. Lubrificação semanal, trocas de óleo trimestrais e limpeza diária — essas tarefas diárias aparentemente tediosas são justamente as maneiras mais eficazes de evitar paradas repentinas.Para as empresas de fabricação de tijolos, em vez de esperar ansiosamente por reparos após a falha de um equipamento, é melhor investir dez minutos extras na gestão diária, verificando e estocando algumas peças de reposição críticas. Uma máquina de fabricação de tijolos bem conservada não é apenas garantia de eficiência na produção, mas também a base para a estabilidade da qualidade do produto.Acesse nosso site para mais informações:https://www.yxbrickequipment.com
LEIA MAIS